| HF | Tool Ordering Number |
Dimensions | Grade | Description | ||||
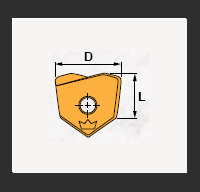
| D | L | PR | XRN | TLN | HSN | |||
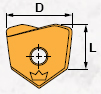 |
HF-0375… | 0.375 | 0.0125 | 0.028 | • | • | • | Millstar HF insert is designed for High feed and High speed machining. It runs at high cutting speed and feed rates with shallow depth of cut. It allows the chip to flow up and out of the cut quickly. It allows heavy chip loads. |
| HF-0500… | 0.500 | 0.0203 | 0.052 | • | • | • | ||
| HF-0625… | 0.625 | 0.0235 | 0.071 | • | • | • | ||
| HF-0750… | 0.750 | 0.0315 | 0.094 | • | • | • | ||
| HF-1000… | 1.000 | 0.0345 | 0.111 | • | • | • | ||










© EDM Sales & Supplies, Inc.- All Rights Reserved